

 |
 |
| 型號 | KB-1 | KB-2 | KB-3 | KB-4 |
| 適用巖 | 軟巖型 | 軟·中硬巖型 | 中硬巖型 | 硬巖型 |

| 套管公稱直徑(mm) |
Φ1000 -Φ1100 |
Φ1200 -Φ1400 |
Φ1500 -Φ1700 |
Φ1800 | Φ2000 | Φ2200 |
Φ2400 Φ2500 |
Φ2600 Φ2800 |
Φ3000 | Φ3200 |
| 刀頭數(shù)量(把) | 18 | 21 | 24 | 27 | 30 | 33 | 36 | 39 | 42 | 45 |

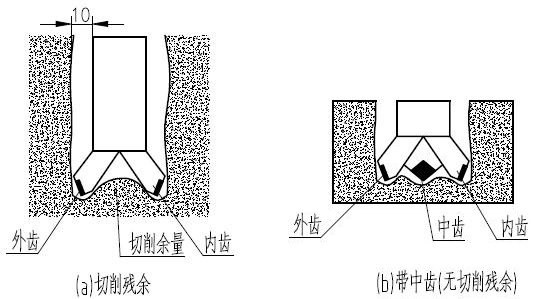
| 套管公稱直徑(mm) | 切削刀頭數(shù)量(把) | |||
| 外齒 | 中齒 | 內(nèi)齒 | 合計 | |
| Φ1000 | 12 | 0 | 6 | 18 |
| Φ1200 | 14 | 0 | 7 | 21 |
| Φ1500 | 16 | 0 | 8 | 24 |
| Φ2000 | 20 | 0 | 10 | 30 |
| Φ2500 | 24 | 0 | 12 | 36 |
| Φ3000 | 28 | 0 | 14 | 42 |

|
套管公稱直徑 (mm) |
切削刀數(shù)量(把) | |||
| 外齒 | 中齒 | 內(nèi)齒 | 合計 | |
| Φ1000 | 10 | 3 | 5 | 18 |
| Φ1200 | 12 | 3 | 6 | 21 |
| Φ1500 | 12 | 4 | 8 | 24 |
| Φ2000 | 16 | 5 | 9 | 30 |
| Φ2500 | 19 | 7 | 10 | 36 |
| Φ3000 | 22 | 8 | 12 | 42 |

|
套管公稱直徑 (mm) |
切削刀數(shù)量(把) | |||
| 外齒 | 中齒 | 內(nèi)齒 | 合計 | |
| Φ1000 | 10 | 3 | 5 | 18 |
| Φ1200 | 12 | 3 | 6 | 21 |
| Φ1500 | 12 | 4 | 8 | 24 |
| Φ2000 | 16 | 5 | 9 | 30 |
| Φ2500 | 19 | 7 | 10 | 36 |
| Φ3000 | 22 | 8 | 12 | 42 |

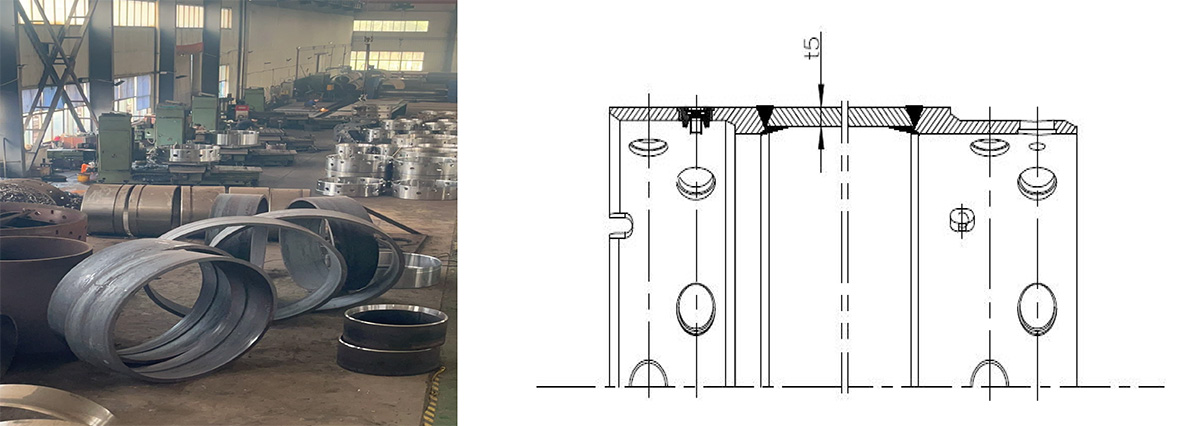
| 套管直徑(mm) | Φ1000—Φ1500 | Φ2000 | Φ2500—Φ3000 |
| 套管壁厚(mm) | 30 | 30-35 | 40-50 |

 |
 |
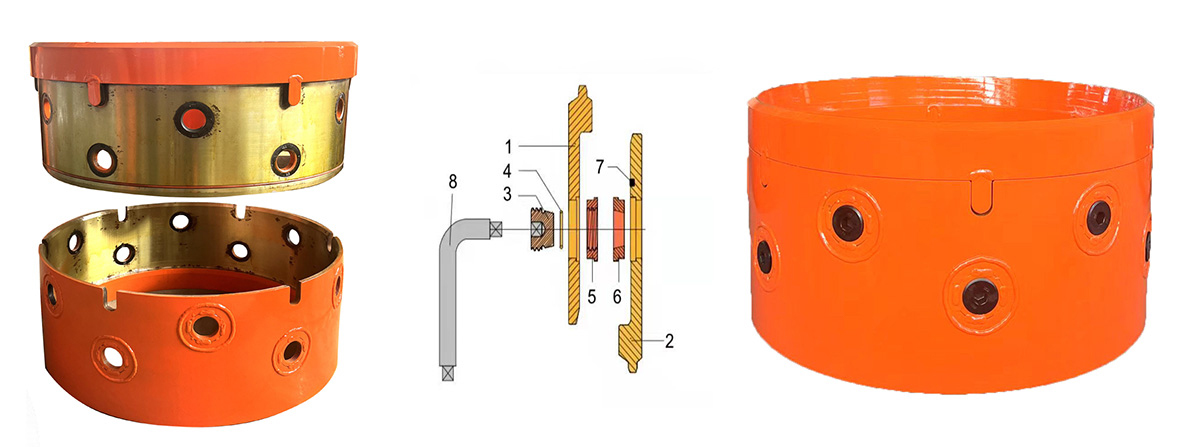
| 套管直徑 | 1.0m | 1.2m | 1.5m | 1.6m | 1.8/2.0m | 2.4/2.5m | 2.6m | 2.8/3.0/3.2m | |||
| 刀頭 | 型號 | 數(shù)量 | 18 | 21 | 24 | 24 | 27/30 | 36 | 39 | 42/45/45 | |
|
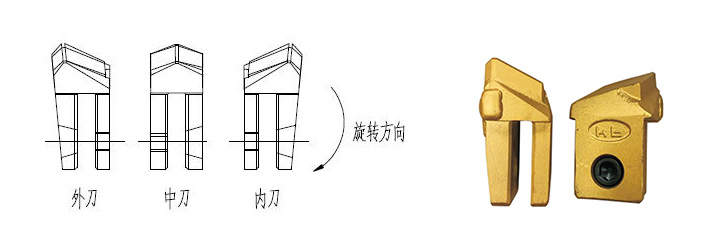
45擴(kuò)角刀用于 80Mpa以下巖 |
50擴(kuò)角刀可切 鋼筋80Mpa以上巖 |
||||||||||
| 螺栓 | 型號 | 數(shù)量 |
雙排12組 (5T) |
雙排12組 (5T) |
雙排16組 (5T) |
雙排16組 (5T) |
雙排20組 (5T) |
雙排24組 (7T) |
雙排30組 (7T) |
雙排28/32/32組 (9T) |
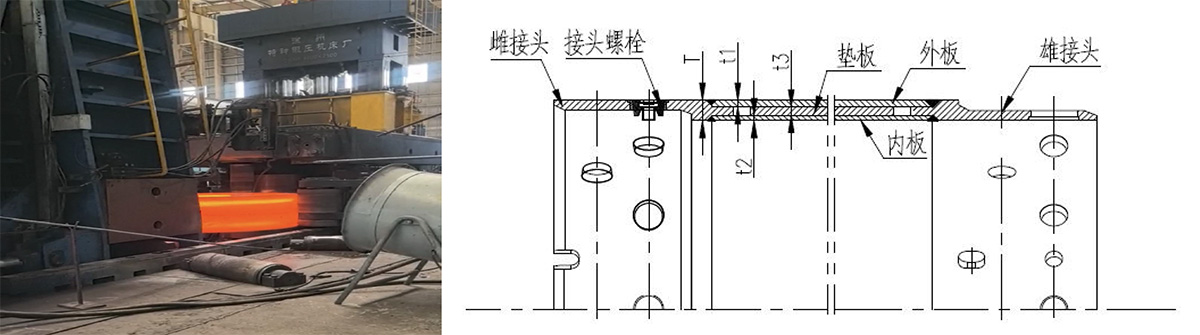
|
|
NCB德 規(guī) |
M90 |
公母組 合高度 |
700mm | 700mm | 700mm | 700mm | 700mm | 760mm | 760mm | 760mm | |
| 厚度 | 50 | 50 | 50 | 50 | 50/(60定制) | 60 | 60 | 70 | |||
| 壁厚 | t25 t30 | t25 t30 | t30 | t30 | t30 t40 | t40 | t40 | t40 | |||

 聯(lián)系人:王總
聯(lián)系人:王總
 手 機(jī):+86-13585000194 / 15861488616
手 機(jī):+86-13585000194 / 15861488616
 傳 真:+86-0510-85388408
傳 真:+86-0510-85388408
 電 話:+86-0510-85388408
電 話:+86-0510-85388408
 網(wǎng) 址:www.520468.cn
網(wǎng) 址:www.520468.cn
 郵 箱:sales@wxkbjx.com / 502492439@qq.com
郵 箱:sales@wxkbjx.com / 502492439@qq.com
 地 址:江蘇省無錫市宜興經(jīng)濟(jì)開發(fā)區(qū)袁橋路42號
地 址:江蘇省無錫市宜興經(jīng)濟(jì)開發(fā)區(qū)袁橋路42號


